联系我们Contact Us
地址:常州市新北区罗溪空港产业园旺贤路10号
电话:0519-85516976
传真:0519-85516976
技术总监:朱经理
手机:13815032303
E-mail:taixiangtech@163.com
网址:www.czcyzn.com
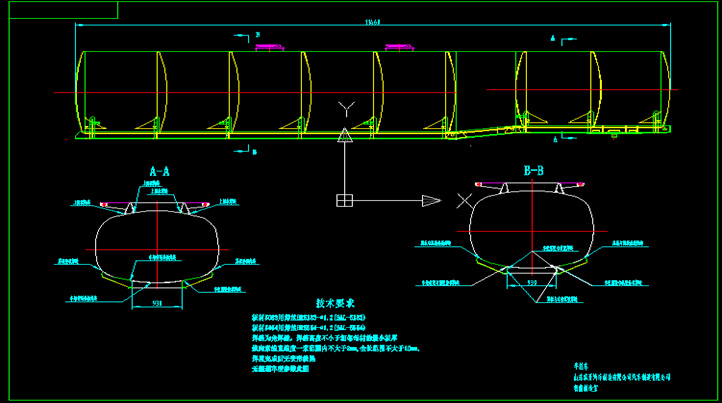
1. 1. 焊接对象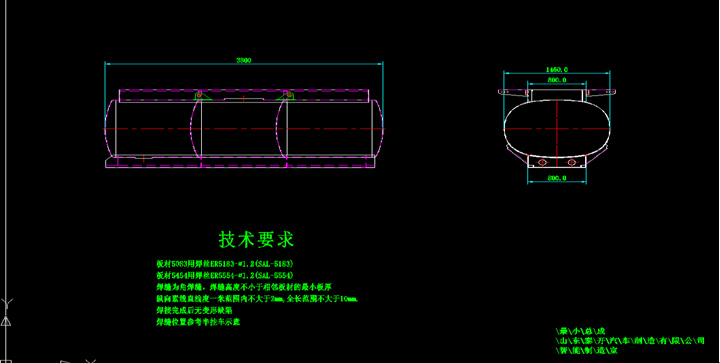
2. 2. 焊接工艺及要求
(1)上下料方式:由于工件体积大,工件装卸采用吊装形式。
(2)焊接工艺:焊接时采用气体保护焊。焊接前,人工先将组件在变位机夹具上拼装好,然后启动机器人进行焊接。
(3) 板材5083用焊丝ER5183-∅1.2(SAL-5183)、板材5454用焊丝ER5554-∅1.2(SAL-5554)。
(4)焊缝为角焊缝,焊缝高度不小于相邻板材的最小板厚。
(5)纵向素线直线度一米范围内不大于2mm,全长范围不大于10mm。
(6)焊接完成后无变形缺陷。
焊接工作站方案概
根据以上产品做如下方案:
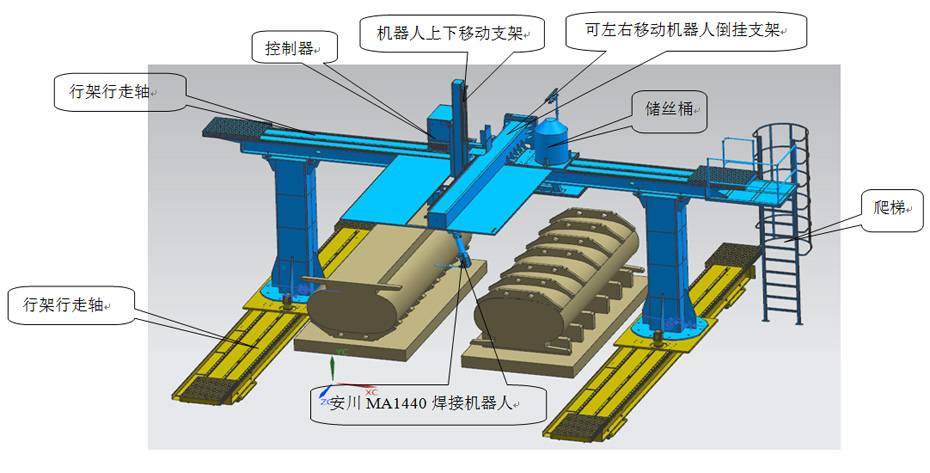
1. 系统概要
绗架与动力臂焊接工作站采用单机器人双工位式工作站,由于工件体型比较庞大,将工件定位于定位台上。龙门架左右移动,焊枪上下移动式,满足各焊接点的对焊枪位置及角度的要求。
由于此焊接件轮廓尺寸比较庞大,第一工位焊接完成转第二工位,需将龙门架移动至安全区域,由行吊将工件轮转至下一工位,然后运行程序进行后续的焊接。
该工作站包含机器人系统、行架行走系统、工作站控制系统等。
工件图纸或图片(仅作示意,以客户图纸为准) :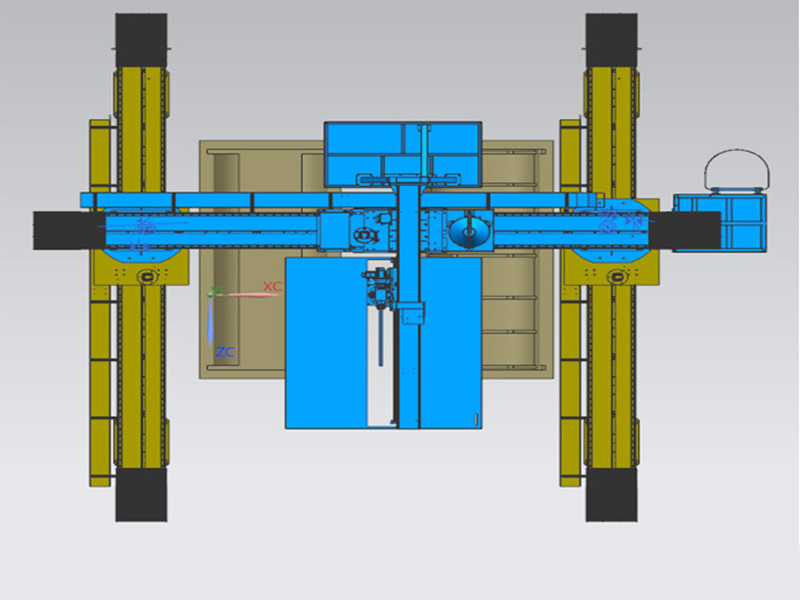

2.机器人焊接流程
单个焊缝的焊接流程如下: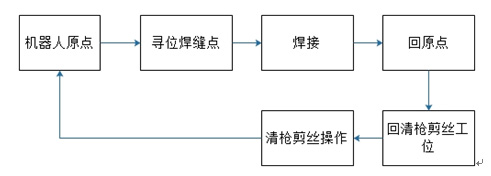
焊接运行速度:30-60cm/min
机器人焊接方式:
(1)摆动焊
(2)多层多道(层数根据焊脚尺寸而定)
打底焊:1层
填充焊: 2~3层
盖面焊:1层
(3)接触寻位:通过焊丝与工件的接触,计算焊缝实际位置与示教位置的偏移量,补偿偏差,寻位精度可达±0.5mm以内。
接触寻位原理见下图。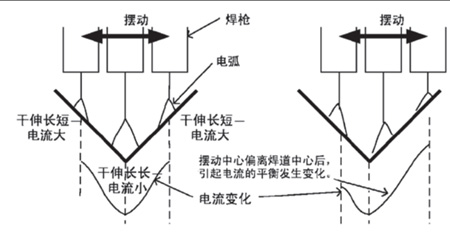
接触寻位与焊缝跟踪比较:
| 项目 | 接触寻位 | 电弧跟踪 |
初始点寻位 | 可对多种形式的焊缝进行焊接初始点寻位 | - |
焊缝实时跟踪 | - | 可对焊缝进行实时跟踪 |
坡口寻位 | 可对坡口的位置、形式、宽度等进行寻位 | - |
坡口跟踪 | 可利用可变摆幅接触传感对坡口宽度进行预先寻位 | 可实时跟踪坡口的变化 |
适应产品 | 薄板~中厚板 | 板厚2.0mm以上 |
传感精度 | ±0.5mm以内(可能受焊丝弯曲情况的影响) | 可纠正±15°以内的焊道偏差 |
序号 | 名称 | 型号及配置 | 厂家 | 数量 | 备注 |
一、弧焊机器人 | |||||
1 | 焊接机器人本体及控制器 | 型号:MA1440弧焊机器人 | 日本安川 | 1套 |
|
配置:标准配置机器人本体、D200控制箱 | |||||
机器人底座 | 型号:高强度钢机构 | 创优科技 | 1套 |
| |
集成控制系统 | PLC控制系统,触摸屏,启动盒、配线盒。 | 日本安川 | 1套 |
| |
二、焊接设备 | |||||
1 | 超低飞溅电源 | 型号: 安川RD350 | 日本安川 | 1套 |
|
配置:焊接电源、送丝机、空冷焊枪、防撞器等。 | |||||
三、周边设备 | |||||
1 | 头尾式私服变位机 | 型号:TXPT-3000 | 创优科技 | 2套 |
|
配置:帝人RV减速机,安川伺服 | |||||
2 | 行架式行走轴带回转 | 配置:帝人RV减速机,安川伺服 | 创优科技 | 1套 |
|
3 | 焊接夹具 | 型号:根据工件定制,手、气动相结合 | 创优科技 | 2套 | 柔性夹具 |
主要配置:快压式 | |||||
四、辅助装置 | |||||
1 | 清枪器 | 型号:HK32D-JB (清枪) | 创优科技 | 1套 |
|
五、安全防护装置 | |||||
| 安全房及整站控制 | 配置:安全光栅,电器系统 | 创优科技 | 1套 |
|
主要配置简介:
4.1 MA1440弧焊机器人
|
| |
|
| |
|
| |
|
| |
|
| |
|
| |
动作范围 | S轴(旋转) | ±180° |
L轴(下臂) | +155°,-105° | |
U轴(上臂) | +220°,-170° | |
R轴(手臂旋转) | ±150° | |
B轴(手臂摆动) | +135°,-90° | |
T轴(手臂回转) | ±210° | |
4.1.1 机器人主要构成:
安川MA1440弧焊机器人 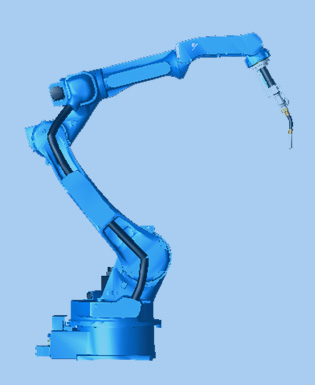
机器人主要构成:
运动范围达1440mm ,大于同类其他品牌机器人,能够机器人末端更大范围内的焊缝;
机器人本体性能参数
YASKAWA MA1440相关参数表
型 号 | MA1440 | |
可搬重量(kg) | 6 | |
最大动作范围 | S轴(旋转) | ±170° |
L轴(下臂) | -90°,+155° | |
U轴(上臂) | +240°,-175° | |
R轴(手腕旋转) | ±150° | |
B轴(手腕摆动) | -135°,+90° | |
T轴(手腕回转) | ±210° | |
最大动作速度 | S轴(旋转) | 230°/s |
L轴(下臂) | 200°/s | |
U轴(上臂) | 230°/s | |
R轴(手腕旋转) | 430°/s | |
B轴(手腕摆动) | 430°/s | |
T轴(手腕回转) | 630°/s | |
容许力矩 | R轴(手腕旋转) | 10.5N·m |
B轴(手腕摆动) | 10.5N·m | |
T轴(手腕回转) | 3.2N·m | |
惯性力矩 | R轴(手腕旋转) | 0.28Kg·m2 |
B轴(手腕摆动) | 0.28Kg·m2 | |
T轴(手腕回转) | 0.06Kg·m2 | |
重复定位精度 | ±0.08mm | |
水平伸长度 | 1440mm | |
电源容量 | 1.5KVA | |
本体质量 | 130Kg | |
安装环境 | 温度 | 0~+45℃ |
湿度 | 20~80%RH(不能结露) | |
振动 | 4.9m/s2 以下 | |
其他 | * 避免易燃,腐蚀性气体、液体 | |
机器人控制柜DX200与示教盒
| 结构 |
| 防尘结构 |
控制轴数 |
| 标准6轴 |
外形尺寸 |
| 600(宽)×520(深) ×930(高)mm(可对应外部3轴) |
毛重 |
| 170kg |
冷却方式 |
| 间接冷却 |
周围温度 |
| 通电时:0~+45℃,保管时:-10~+60℃ |
相对湿度 |
| 最大90%(无结露) |
通用信号 | 输入输出信号 | 专用信号:输入23,输出5 |
电源规格 |
| 三相AC380V 50/60Hz |
安装环境 |
| 环境温度0℃ ~ +45℃ 相对湿度35~85% |
增加插槽 |
| PCI:2插槽 |
LAN(上位连接) |
| 1个(10BASE-T/100BASE-TX) |
I/F编号 |
| RS-232C:1个 |
控制方式 |
| 伺服软件 |
驱动单位 |
| AC伺服用驱动包(共9轴) |
喷漆色 |
| 控制柜本体:孟塞尔色系 5Y7/1 |
示教盒 | 材质 | 强化塑料外壳 |
尺 寸 | 169(宽)×314.5(高) ×50(厚)mm | |
重 量 | 0.998kg | |
操作键 | 选择键、轴操作键、数字/应用键、带钥匙的切换模式键(示教模式,再现模式,远程模式),急停按钮、始能键,小型闪存记忆卡IF卡(小型闪存记忆卡为选配) | |
显示屏 | 中/英文显示5.7英寸彩色屏幕触摸屏 640×480 像素采用背照光,使液晶画面更容易看清 | |
防护等级 | IP65 | |
电缆长度 | 8m,最大(选配):36m(追加延长缆线) |
- 大程序容量、更多的输入输出,使得机器人能够满足更复杂的、更多类型的工件切焊;
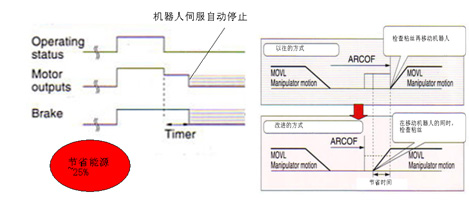
- 新的控制方法,节省能源,见下左图;快速切焊控制,提高切焊效率,见下右图;
- 宽度减小,节省了控制柜安装空间;
- 开放的数据接口,适应多种功能;
- 可配置多种工艺文件,适应不同切焊工艺;
- 可在切焊过程中实时调整切焊工艺;
- 具有多种不同摆动功能,摆动方向、幅度、停留时间等可供设置。
- 大程序容量、更多的输入输出,使得机器人能够满足更复杂的、更多类型的工件切焊;
- 新的控制方法,节省能源,见下左图;快速切焊控制,提高切焊效率,见下右图;
- 宽度减小,节省了控制柜安装空间;
- 开放的数据接口,适应多种功能;
- 可配置多种工艺文件,适应不同切焊工艺;
- 可在切焊过程中实时调整切焊工艺;
- 具有多种不同摆动功能,摆动方向、幅度、停留时间等可供设置。
 手控盒上有调整运行模式,启动、急停按钮,可通过手控盒进行模式更改,并直接机器人再现运行,可节省机器人调试时间;
手控盒上有调整运行模式,启动、急停按钮,可通过手控盒进行模式更改,并直接机器人再现运行,可节省机器人调试时间; - 具有专用按钮,如命令调用按钮、插补模式按钮、起弧/熄弧按钮、点动送丝/退丝按钮,方便编程和调试。
- 可进行多窗口显示;实时显示机器人位置、输入输出等;
- 具有直线、圆弧、S曲线插补方式,满足复杂的曲线焊接;
- 具有重复起弧、断弧再引弧功能;
- 具有运动程序平移、旋转、镜像等功能。
- 逆变技术可以保证焊接电压在电网电压波动及电弧长度变化的情况下高度平稳,电弧自调节能力强,焊接过程稳定。
- 焊接飞溅小,金属熔敷率高,焊缝成形好,焊接变形小。
- 收弧时具有消球功能。
- 采用精细控制方式引弧,引弧成功率更高。
- 数字化控制面板,人机界面友好,调节方便。
- 具有一元化调节功能。
- 具有点焊功能。
- 可预置焊接电流。
- 四步功能在大规范长焊缝焊接时可降低焊工劳动强度。
- 送丝电路采用高稳定电源,送丝平稳。
- 重量轻,体积小,便于移动。
- 节能省电,使用费用低,对电网容量要求低。
- 该系列焊机的制造符合标准GB15579.1-2004《弧焊设备 第一部分:焊接电源》。
机器人示教盒
电焊机技术参数
RD350(RD350、RD500)逆变式CO2气体保护焊机是一种用于CO2气体保护焊的高性能通用半自动数字化电焊机,可使用φ0.8~φ1.6mm直径实芯及药芯焊丝焊接低碳钢、低合金钢构件。由于该系列逆变焊机具有理想的静外特性及良好的动态性能,控制功能比较完备,因此表现出如下特点:
焊枪和防碰撞传感
安川机器人专用的空冷机器人焊枪,其具有枪体小巧,适用于复杂、狭小的焊接空间,枪颈可以快速更换,无需拆卸支枪臂。KS-2G防碰撞传感器体积小,重量轻,设计紧凑,高精度自动重复,安装简便。“亿旋”集成电缆,专利设计的机器人内置用集成电缆,可以实现±240°旋转,具有焊丝夹紧功能。绝缘法兰实现机器人与防碰撞传感器/焊枪把持器的连接及电气绝缘,高精度定位。
绝缘法兰
电缆
焊枪支架(带防碰撞传感器)
枪颈

内置式空冷焊枪配置 
主要易损件
焊枪主要易损件如上图所示:
1.喷嘴 2.导电嘴 3.绝缘套 4. 导电嘴座
用户方面负责提供3Φ(5线制) 50Hz±5% AC380V±10% 机器人系统用电源及控制电源。
安川机器人现场使用照片

上一篇:机器人焊接系统技术方案
下一篇:群益机电焊接工作站技术方案